Санитарно-техническа работа
Санитарно-технически работи - работи, свързани с изграждането на отоплителни, вентилационни, газоснабдителни, топла вода, водоснабдяване и канализация на сгради. Според естеството на конструираните устройства и методите на работа са два основни. S.-TR групи: външни, до-Крим включват работа по полагане на тръбопроводи за външни. мрежи - топло-, газо- и водоснабдяване и канализация на населението, пунктове и предприятия (промишленост, транспорт, селско стопанство) и за изграждане на главни конструкции на водоснабдителни и канализационни системи; вътрешни - работи по монтажа на ВиК, отопление и вентилация. и газово оборудванебал. и граждански сгради и конструкции.
Външно уплътнение мрежи се отнася до специални. строи, работи; неразделната им част - земни работи за изкопаване и засипване на траншеи, са напълно механизирани с помощта на комплекс от специалисти. изгражда машини и механизми (копачи, роторни багери, водоредукционни инсталации и др.) и пътни машини (скрепери, булдозери и др.). Тръбопроводите в окопите се полагат в следната последователност: подготовка на ръба на изкопа на връзки (рамена) от няколко. отд. тръби; спускането им в изкопа с помощта на автокранове или лебедки; изправяне на изравненото дъно на изкопа или на специални основа (например върху решетка, върху пилоти при полагане в плаващ пясък; свързване на връзки с уплътняващи полеви фуги и хидравлично или пневматично изпитване на тръбопроводи за здравина и херметичност. Връзките на отделни тръби в връзки и връзки помежду си са много разнообразни в конструкциите (заварени съединения на стоманени тръби, муфи на чугунени и крамични тръби и др.) в зависимост от материала на тръбата, предназначението и условията на експлоатация на подземните тръбопроводи.
Сравнително рядко се извършва надземно полагане на тръбопроводи върху надлези или опори, докато последователността и методите на работа са подобни на подземното полагане. По същото време полагане на няколко тръбопроводи разл. срещи в тесни помещения. планини условията прилагат метода на комбинирано полагане на подземни комунални услуги. Външно уплътнение инж. мрежи е част от работата по инж. подготовка на строителната площадка и при правилна организация трябва да се извърши преди началото на строителството на главния. сгради и конструкции.
Основата за индустриализиране на работата по полагане на главни тръбопроводи е подготовката за монтаж на връзки (реснички) в производството, основата е неподвижна за големи обеми работа в главни градовеи абитуриентски бал. центрове или мобилни (местни работилници) при полагане на тръбопроводи голямо разстояние(за транспортиране на газ и др.). На продукции, базата с изключение на основната. работи по свързване (заваряване) на връзки и ресни извършват работи по нанасяне на антикорозионни и топлоизолационни материали върху тръби. покрития. Външен мрежите се полагат от специалисти. изгражда, организации.
Изграждане на главни конструкции на водоснабдителни и канализационни системи (водовземи, помпени станции, водни кули, подземни резервоари и др.) се отнася до общи строителни работи. профил (камък, бетон, довършителни работи и др.), изпълняван по време на строителството на сгради и конструкции за всякакви цели.
Int. S.-tr. са организационно изолирани от други видове СМР и се извършват от специалисти. монтажни орг-ции в осн. индустриални методи. В същото време те са част от цялостния процес на изграждане на сгради и конструкции и са тясно свързани по отношение на сроковете и последователността на изпълнение с общото строителство. и други специални върши работа. Следователно, за вътрешни S.-tr. прилага се в комбинация. начин на работа, с кром монтаж на ВиК., пар. и вентилация. и газови устройства се извършва в рамките на няколко. цикли на единичен процес (поток) на изграждане на обект.
При индустриалния метод на извършване на монтажните работи на тяхното производство, основата е подготовката, предварителната работа (монтажната инсталация), където се произвеждат монтажните възли и части и системите се комплектуват с необходимото оборудване и материали. на масовото фабрично производство на заготовки е обединяването на монтажни единици, системи и устройства и тяхното разширяване до граници, поради удобството на транспортиране и монтаж в съоръжението, което означава намаляване на трудоемкостта на монтажните и монтажните работи. ( в едропанелно строителство) с конструкция, конструкции и доставка на тези устройства до съоръжението под формата на самостоятелни, увеличени монтажни блокове (нагреватели, панели, санитарни кабини).
При свързване на S.-tr. с общо строителство следват следните. условия: хидравлични тестовете се извършват не по-късно от приключването на мазилката, а в случай на скрито полагане на тръбопроводи в браздите - преди затварянето на последните; средства за закрепване на оборудване, тръбопроводи и въздуховоди се монтират преди началото на боядисването; достойнство. и газови уреди се монтират преди края, боядисване на помещенията, а ВиК - след приключване на всички довършителни работи; настройка на отоплителни и вентилационни системи, тестване на газоснабдителни системи се извършва преди пускането на тези системи в експлоатация.
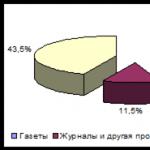
САНИТАРНО-ТЕХНИЧЕСКИ РАБОТИ- работи, свързани с изграждането на системи за отопление, вентилация, газоснабдяване, топла вода, водоснабдяване и канализация на сгради. Според естеството на изгражданите устройства и методите на извършване на работа се разграничават две основни групи работа: външни, които включват работа по полагане на тръбопроводи за външни мрежи - топло, газ, водоснабдяване и канализация, населени места, пунктове и предприятия (промишлени, транспортни и селскостопански) и върху строителните главни конструкции на водоснабдителните и канализационни системи; вътрешни - работи по монтаж на санитарно, отоплително, вентилационно и газово оборудване за промишлени и граждански сгради и конструкции.Външните санитарни работи представляват до 15% от капиталовите инвестиции в ново строителство на промишлени предприятия и градове.
В бъдеще техният обем ще се увеличи, включително чрез увеличаване на степента на подобряване на селските райони селища. Част от работата, като изграждането на главни конструкции на водоснабдителните и канализационни системи (водовзематели, помпени станции, водни кули, подземни резервоари и др.), се отнася до общи строителни работи (камък, бетон, довършителни работи), извършени по време на изграждане на сгради и конструкции от всякаква дестинация. В същото време сглобяемите стоманобетонни конструкции се използват широко и ефективно. Полагането на външни мрежи се отнася до специална работа. Неразделна част от тях са земните работи за изкопаване и засипване на траншеи, напълно механизирани с помощта на комплекс от специални механизми (копачи, роторни багери, водоредукционни инсталации и др.), пътни машини (скрепери, булдозери и др.). ).
Тръбопроводите в окопите се полагат в следната последователност: подготовка на връзки (реснички) на няколко тръби на ръба на изкопа, спускането им в изкопа с помощта на автокран или лебедки, изправяне на изравненото дъно на изкопа или на специално подготвена основа (например върху решетка, върху пилоти при полагане в плаващ пясък), свързващи връзки с уплътняващи полеви фуги, хидравлично или пневматично изпитване на тръбопроводи за здравина и херметичност. Връзките на тръби в връзки и връзки помежду си са много разнообразни по дизайн (заварени съединения на стоманени тръби, муфи на чугунени и керамични тръби и др.), Те се определят от материала на тръбите, предназначението и условията на работа на подземни тръбопроводи.
При сравнително рядко надземно полагане на тръбопроводи (върху надлези или подпори) последователността и методите на работа са сходни. При едновременното полагане на няколко тръбопровода за различни цели в тесни градски условия се използва методът на комбинирано полагане на подземни комунални услуги (виж Подземна икономика). Ефективна конструкция на колектора е изработена от често оребрени стоманобетонни панели, произведени чрез вибровалцоване и фабрично сглобени в триизмерни секции, доставени на строителната площадка и монтирани в изкопа. Полагането на външни инженерни мрежи е част от инженерната подготовка на строителната площадка и, ако е правилно организирано, трябва да се извърши преди началото на строителството на сгради.
Основата за индустриализация на работата по полагане на магистрални тръбопроводи е подготовката за монтаж на връзки (връзки) в производствената база - стационарни за големи обеми работа в големи градове и индустриални центрове или мобилни (районни работилници) за полагане на много дълги тръбопроводи (например за транспортиране на газ и др.). В производствената база, в допълнение към основната работа - свързващи (заваръчни) връзки и ресни, се нанасят антикорозионни и топлоизолационни покрития върху тръби, по-специално пенобетон, пенобетон и др. Външните мрежи се полагат чрез специализирана конструкция организации.индустриално и гражданско строителство средно до 10% от общата стойност на строителството на сгради и конструкции.
Обемът и делът на тези работи ще се увеличат значително в бъдеще поради повишаване на нивото на инженерно оборудване на сградите (горещо водоснабдяване, климатизация), разширяване на отоплението и газификация на населените места, подобряване на въздушната среда при предприятия и подобряване на въздушния басейн на градовете и индустриалните центрове. Организационно вътрешните санитарно-технически работи са отделени от другите видове строително-монтажни работи и се извършват от специализирани монтажни организации, предимно по индустриални методи. В същото време те са част от цялостния процес на изграждане на сгради и конструкции и са тясно свързани с времето и последователността на изпълнение с общото строителство и други специални работи. Следователно за вътрешни водопроводни работи се използва комбиниран метод на работа, при който инсталирането на санитарни, отоплителни, вентилационни и газови устройства се извършва по време на няколко цикъла на един строителен процес (поток).
С индустриалния метод на извършване на монтажни работи тяхната производствена база е снабдително предприятие (инсталационно предприятие), където се произвеждат монтажни възли и части, а системите се комплектуват с необходимото оборудване и материали. Такова предприятие обслужва строителните обекти на един или няколко икономически района, намира се на индустриален баланс и произвежда монтажни заготовки за цялата система или устройство.Във връзка с по-нататъшна специализация и постепенно организационно разделяне на работата по монтажа на вентилационни и климатични системи , независимите вентилационни и снабдителни предприятия са производствената база на специализирани монтажни организации.
Основата на масовото производство на заготовки е обединяването на монтажни единици, системи и устройства и тяхното разширяване до граници поради удобството на транспортиране и монтаж в съоръжението, което осигурява значително намаляване на трудоемкостта на монтажните работи. При масовото жилищно строителство обединяването на монтажни възли и системи отчасти доведе до комбинирането на някои санитарни устройства (при едропанелна конструкция) със строителни конструкции и доставката на тези устройства до съоръжението под формата на независими увеличени монтажни блокове (отопление панели, санитарни кабини). санитарно-технически работи с общо строителство се спазват следните условия: хидравличните изпитания се извършват не по-късно от приключването на мазилката, а при скрито полагане на тръбопроводи в браздите - преди да бъдат извършени последните. затворен; средства за закрепване, тръбопроводи и въздуховоди се монтират преди началото на боядисването; санитарните и газовите уреди се монтират преди окончателното боядисване на помещенията, а водопроводната арматура - след приключване на всички довършителни работи; настройка на отоплителни и вентилационни системи, тестване на газоснабдителни системи се извършва преди пускането на тези системи в експлоатация.
Повечето от монтажните операции (монтажни съединения) се извършват на място с помощта на ръчни инструменти(тръбни и гаечни ключове, ръчно заваряване и др.), а почти всички спомагателни работи са механизирани. Последните включват: пробиване на отвори в строителни конструкции за инсталиране на средства за закрепване и полагане на тръбопроводи и въздуховоди с помощта на електрически и пневматични инструменти, такелаж и преместване на оборудване и заготовки до места за монтаж с помощта на повдигателни и транспортни механизми (монтирани на стена и конвенционални лебедки с ръчно задвижване , двубарабанни електрически лебедки, мобилни стрелови кранове с товароподемност от 250 до 1000 кг и др.).
За монтаж на оборудване за въздуховоди и магистрални тръбопроводи в промишлени сгради (ако има подготовка на пода), се използват автокранове, автохидравлични асансьори и мотокари, оборудвани с монтажни платформи. За монтажа на болтови връзки на достъпни места широко се използват електрически и пневматични ключове. След приключване на монтажно-монтажните работи се извършват настройка, настройка и термични тестове на монтираните системи за конструктивни параметри. Проверката на санитарната и техническата ефективност на работата на вентилационните устройства се извършва от специални организации за настройка след стартиране на промишлено предприятие (при пълно технологично натоварване на вентилираните помещения). Пускане и тестване на санитарни устройства в зимно времесе произвеждат без предварителни хидравлични изпитания, с отстраняване на течове в движение, с предварително пускане на отоплителната система, с временно превключване на захранващите вентилационни системи към рециркулация и др.
Литература: SNiP, част 3, сек. G, гл. 1. Санитарно оборудване на сгради и конструкции. Правила за производство и приемане на произведения, М., 1963; Говоров В.П., Икономика и организация на санитарните работи, М., 1961; Либер И. С., Яковлев П. С., Производство на санитарни съоръжения в промишленото и гражданското строителство, 1962 г.; Бородин И.В., Технология на изграждане на водоснабдителни и канализационни съоръжения, 2-ро изд., М., 1963 г.
Разглеждат се традиционни и съвременни методи за извършване на санитарни работи, като се вземат предвид нормативните изисквания. Са дадени Главна информацияза конструктивните елементи на сградата, снабдителните и монтажните работи. Очертани са особеностите на производството на ремонтни работи. Ръководството е напълно последователно учебна програмапо единна квалификация „Монтаж на санитарни системи и съоръжения”.
серия: ProfTech
* * *
Следващият откъс от книгата ВиК (G. V. Kolb, 2008)осигурени от нашия книжен партньор - фирма LitRes.
Основи на организацията и технологията на снабдително-монтажните работи
2.1. Предприятия за снабдяване
Има следните видове снабдителни предприятия (производствени бази) на монтажни организации: завод за санитарен фаянс, централен цех за снабдяване (CPM) и районен цех за снабдяване (UZM).
Заводът за санитарни изделия (завод за сглобяване) е основната база за снабдяване, която доставя продукти на монтажни организации, работещи на територията на един или повече икономически райони. Производствените бази включват и материални складове за съхранение на материали, продукти и инструменти за снабдително-монтажни работи.
Основният цех (участък) на всяко снабдително предприятие е цех за закупуване на тръби, където тръбните заготовки се произвеждат отделно от стоманени тръби с диаметър до 50 mm и повече. В отделни секции на снабдителното предприятие възли се изработват от чугунени и полимерни канализационни тръби, различни метални конструкции и контейнери, тръбопроводи на оборудването, грундиране и боядисване на продукти и др.
Монтажните заводи произвеждат:
♦ разширени възли от стоманени и чугунени тръби за отоплителни системи, водоснабдяване, газоснабдяване, канализация, дренажи и тръбопроводи на котелни, централни отоплителни пунктове, помпени станции, котелни и др.;
♦ въздуховоди и фитинги за тях от стоманена ламарина за вентилационни и климатични системи;
♦ контейнери и метални конструкции от листова и профилна стомана;
♦ нестандартни фланци за стоманени тръби и въздуховоди, средства за закрепване на тръбопроводи от стоманени, чугунени и пластмасови тръби, както и вентилационни канали;
♦ комплектни отоплителни уреди.
Освен това монтажните предприятия сглобяват агрегати, състоящи се от помпи и вентилатори с електродвигатели, ремонтират монтажни инструменти и произвеждат приспособления за монтажни работи.
Структурата на модерно предприятие за снабдяване със санитарен профил обикновено включва следните цехове и отдели:
♦ цех за подготовка на тръби за монтажни единици от стоманени тръби с диаметър до 50 mm с линии от типизирани и нетипирани тръбни възли; цех за подготовка на тръби за заварени монтажни единици от стоманени тръби с диаметър над 50 m; цех за подготовка на тръби за монтажни единици от чугунени канализационни и полимерни тръби; цехове за подготовка на въздуховоди, фитинги и други продукти за вентилационни системи;
♦ котелно-заваръчен цех с линия заварени тръбни възли с диаметър над 50 mm и линия за производство на контейнери и метални конструкции;
♦ цех за подготовка на тръби или отдел за монтажни единици от чугунени канализационни тръби;
♦ цех или отдел за прегрупиране и тръбопроводи на радиатори; отдел за монтаж на чугунени котли; отдел за грундиране на готови продукти.
Като част от завода за монтажни заготовки може да има други спомагателни отдели (коваване и пресоване, механичен отдел, ремонтна работилница, компресорна и ацетиленова станция) и задължително битови помещения.
2.2. Технология на сглобяване
Технологията на производство в снабдителните предприятия се основава на оперативни, поточни, агрегатни и конвейерни методи.
В метод на работа продуктите или отделните им части (възли, части) се обработват на машини, механизми и друго оборудване отделно за операции (рязане и огъване на тръби, резба, заваряване и др.). Работникът, като правило, извършва не една, а няколко операции, премествайки детайла от една машина или механизъм към друга.
В поточно-оперативен метод операциите по обработка на части се извършват в определена последователност.
Работникът извършва една или две или три последователни операции, без да сменя работното място, след което продуктът или частта (в количка, контейнер) се прехвърля от него или от помощни работници за извършване на следващата операция.
Агрегиран метод препоръчително е да се използват при производството на стандартни монтажни единици и части на санитарни системи от стоманени тръби, главно за жилищно строителство, където тези възли и части се повтарят многократно. Уредът (или къса производствена линия) е оборудван и конфигуриран само за един вид продукт - етажен щранг, долно спускане на отоплителен щранг и т.н. Такъв агрегат се обслужва от един или двама работници, като някои от операциите се извършват на уреда може да се автоматизира.
В конвейерен метод детайлът се движи по конвейера от една операция към друга; работните места са постоянни и строго фиксирани. Движението на конвейера може да бъде непрекъснато с определена скорост (до 0,3 m / min) или пулсиращо, когато движението се редува с паузи, по време на които работниците извършват операции по обработката на продукта или неговите части на монтираните машини и механизми на конвейера. При непрекъснато движение на конвейера на всеки 2 часа той се спира за почивка на работниците.
При производството на тръбни заготовки от тръби с диаметър до 50 mm се приема следната последователност на производствените операции: маркиране на тръби по монтажни чертежи или скици от природата; рязане на тръби; зенкерване; рязане или навиване на къси и дълги нишки; огъване на тръби; комплектуване на празни тръбни части с фитинги и фитинги; монтаж на тръбни възли на резба или на заваряване; тест за херметичност и опаковане в преносими торби или контейнери.
За извършване на тези операции цехът за подготовка на тръби е оборудван с необходимите машини, приспособления и оборудване: машини за рязане, рязане и огъване, маркиращи и монтажни работни маси, стелажи за тръби, стелажи за изпитване на готови монтажи, заваръчни машини, механизиран хоризонтален и вертикален транспорт, конвейери за преместване на тръбни заготовки.
Операцията по подготовка на тръбата започва с маркиране. Има два начина за маркиране на тръби. При първия метод работникът маркира детайлите различни диаметриза всяка скица поотделно. При втория метод шлосерът едновременно маркира части от същия диаметър на тръбите според няколко скици, след това следващия диаметър и т.н. Това намалява количеството отпадъци и ускорява работата, тъй като освобождава работника от необходимостта да взема тръби с различни диаметри от стелажа за всяка отделна скица. По-нататъшният технологичен процес на подготовка на тръбопровода зависи от избрания метод на маркиране.
Подготовката на тръбопровода за санитарни системи се извършва по поточно-оперативния метод с помощта на конвейери. Заготовката се пренася от операция до операция чрез конвейера, като се започне с рязане на тръби и завършва с монтаж във възел.
Процесът на сглобяване се извършва по следния начин. Тръбите от склада се подават към работилницата и се подреждат на стелаж за ежедневен склад. Тръбите от бункера, в съответствие с измервателната скица, се доставят на маркировъчната маса на машината за рязане на тръби, където работникът маркира мястото, където се отрязва тръбата. След това механикът включва машината за рязане на тръби и нарязва тръбите в целия набор от заготовки според тази скица. В края на тръбите той поставя символ - необходимия вид обработка - и ги изсипва в улея на машината за рязане на тръби. След това комплектът от тръби, заедно със скицата, се пуска в клетката на конвейера, който се движи непрекъснато и доставя частите на тръборезните машини. След рязане тръбите се транспортират до машини за огъване на тръби. На един от тях са огънати тръби с диаметър до 25 мм, а на другия - с диаметър до 50 мм. Освен това заготовките се сглобяват в монтажни единици според скиците, фитингите, както и фитингите, се завинтват върху тръбите.
Сглобените тръбопроводни възли се доставят по конвейер до мястото на изпитване под налягане със сгъстен въздух за херметичност във водна вана. След кримпване, единиците се доставят на работната маса за сглобяване, по време на което проверяват съответствието със скицата на детайлите на модула, добавят необходимите стандартни части (например шпори) и завършват етажа. Проверените и завършени части се връзват с тел в торба, към нея се завързва метален етикет с кода на етажа и след това се изпращат с електротелфер по монорелса до склада на готовата продукция.
При производството на заварени възли частите на тръбопровода се отстраняват от конвейера и се поставят върху секционен стелаж, откъдето се подават към пробивна машина, където се пробиват отвори за заваръчни съединители. От пробивната машина частите се подават в кабината на заварчика за заваръчни съединители. След заваряване частите се прехвърлят за завинтване върху армировката, а след това върху конвейери за изпитване под налягане.
Радиаторите се доставят в монтажния отдел в контейнери на количка за прегрупирането им на механизма VMS-111M, след което се пресоват и се поставят в контейнер за готов продукт.
В цеховете за обработка на чугунени канализационни тръби се докарват тръби и фитинги и се подреждат в стелажи. Оттук тръбите отиват към маркиращите стендове за маркиране по скицата, а след това към машините за рязане и рязане. След това подготвените тръбни части и фитинги се сглобяват на възли на монтажни работни маси според скиците и гнездата се запечатват.
След необходимото излагане, единиците се поставят на стелажи, откъдето се изпращат в склада за готова продукция. Същият процес на подготовка на тръбопровода се използва и при липса на конвейер, но частите се прехвърлят от работа към работа чрез специални колички, придвижвани ръчно или с помощта на висящи кошници, придвижвани от електрически телфер по монорелса.
За да се определят течовете във връзките, сглобените части и възли или тръбопроводи се изпитват с въздух във вана, пълна с вода. За тази цел краищата на детайла се затварят с тапи, от които едната е глуха (фиг. 2.1, а ), а вторият е през (фиг. 2.1, б) с отвор за подаване на въздух от компресора. Заглушената част се спуска във вана с вода, след което се отваря кранът на въздушния маркуч, свързан към компресора. Въздушните мехурчета, които се появяват, показват места, където частите не са плътно свързани. Затварянето на краищата на частите с тапи с резба отнема време. По-удобни са бързосменящите се ексцентрични щепсели. Те се поставят свободно на края на тръбата и се затварят с просто натискане на ексцентричната дръжка.
Ориз. 2.1.Ексцентрични тапи: а -глух; през; 1 – кадър; 2 - гумен пръстен; 3 – тягово бутало; 4 – капак; 5 - ос; 6 – ексцентрична дръжка; 7 - ударение; 8 – гайка; 9 – съюз
Частите и възлите на санитарните системи трябва да бъдат тествани на мястото на тяхното производство:
♦ части и възли от тръбопроводи на отоплителни системи - с хидравлично налягане 0,8 MPa или пневматично налягане 0,15 MPa;
♦ части и възли от тръбопроводи на системи за студена и топла вода - с хидравлично налягане 1 MPa или пневматично налягане 0,15 MPa, тръби за промиване и преливане - с хидравлично налягане 0,2 MPa или пневматично налягане 0,15 MPa;
♦ части и възли от стоманени тръбопроводи, предназначени за вграждане в отоплителни панели - с хидравлично налягане 1 MPa.
Продължителността на хидравличното или пневматичното изпитване на тръбопроводни части и възли е 1-2 минути. Течовете, открити по време на изпитването на тръбопроводи, трябва да бъдат отстранени. В цеха за подготовка на тръби от чугунени тръбопроводи се сглобяват монтажни единици на битови и фекални и дъждовни канализационни системи.
Технологичният процес в цеха е организиран по потоковия метод в следната последователност: тръбите и фитингите се маркират на работна маса: тръбите и фитингите се нарязват на специален механизъм; сглобете възли на стойка за въртележка; затворете муфите, с изключение на монтажните. Монтажните елементи са оборудвани със средства за закрепване и клапани, ако са предвидени в проекта. В същия цех (отделно помещение) се подготвят пластмасови тръбопроводи за канализационни и дренажни системи.
Когато започва работа в монтажно предприятие за първи път, млад работник трябва да получи подробни инструкции от бригадира относно правилата и техниките за безопасна работа. Можете да работите само на изправни машини и механизми. Всички въртящи се части на машината и механизма - зъбни колела, шайби, ремъчни задвижвания - трябва да имат здраво подсилен предпазител. Не поставяйте и не прехвърляйте задвижващи ремъци по време на шофиране и не докосвайте въртящите се части, тъй като това може да причини нараняване. Работният инструмент и детайлите трябва да бъдат фиксирани възможно най-здраво върху машината, преди да бъде пусната в експлоатация. Смяната на работния инструмент, монтирането и укрепването на детайлите, почистването и смазването на машината, отстраняването на стърготини и стърготини е възможно само след спиране на машината. Не прехвърляйте или приемайте инструмент или детайл през машината, докато тя работи. Машините и електрическото оборудване трябва да имат защитно заземяване. Ножовите превключватели за стартиране на електродвигатели на металорежещи машини и механизми не трябва да имат оголени проводници, те трябва да бъдат защитени с кожуси и заземени. При спиране на работата машината трябва да бъде спряна, превключвателят на ножа изключен и работният инструмент трябва да се отстрани от детайла.
2.3. Организация на трудовото производство
Производството на вътрешни санитарни работи трябва да бъде организирано на принципа на ясно разделяне на операциите на производствените части и възли на отоплителни, водопроводни и канализационни системи от тяхното сглобяване на мястото на монтаж. Всички части и възли на системите се подготвят предварително в централните цехове за снабдяване (CPM) и в монтажните заводи.
В зависимост от обхвата на работа и естеството на изгражданите сгради може да се приложи един от двата метода на монтаж: сериен или паралелен.
В последователен метод монтажът започва след приключване на основните строителни работи в цялата сграда. При строителството на малки сгради последователната инсталация може да бъде завършена за доста кратко време.
В паралелен метод монтажът се извършва чрез отделни захвати или цикли едновременно с основните строителни работи. Паралелният монтаж позволява въвеждане в експлоатация на санитарни системи с едновременно завършване на основните строителни работи и се препоръчва във всички случаи.
Подготовката за производството на монтажни и монтажни работи се извършва от групите за подготовка на производството на монтажните отдели с участието на линейния инженерно-технически персонал, който ще ръководи производството на работа. Обхватът на подготвителната работа включва разработването на проект за производство на работи (PPR), разработването на инсталационен проект или изготвянето на скици въз основа на измервания от природата, на базата на които монтажни единици, части и нестандартизирани оборудването трябва да се произвежда в предприятия за снабдяване.
AT работни производствени проекти предвижда:
♦ приоритетно изпълнение на подготвителната работа;
♦ концентрация на работници и материално-технически ресурси в пусковите съоръжения за намаляване на времето за строителство;
♦ осигуряване на непрекъснатост и протичане на строително-монтажните работи при еднакво използване на ресурсите на производствения капацитет;
♦ комплексна механизация на работата, особено на масовите и трудоемки процеси, с широко използване на инструменти за дребна механизация (ръчни машини, устройства и др.);
♦ използване на предварително сглобени заготовки в увеличени възли и блокове, както и на полуфабрикати, доставяни от индустрията, по време на монтажа;
♦ намаляване обема на временните конструкции и устройства чрез използване на постоянни и използване на стандартни инвентарни мобилни и сгъваеми инсталации;
♦ спазване на правилата за производствена санитария, безопасност и пожарна безопасност.
Проектът за производство на произведения е работен документ.
Проект за производство на вътрешни санитарни работитрябва да съдържа:
♦ график за изпълнение на работите, свързани със строителния график;
♦ описание на обема на работа по строителни обекти, определен по работни и типови чертежи;
♦ изложение на потребностите на работниците по професия;
♦ график на движение на работниците;
♦ спецификации за основните и спомагателните материали и оборудване със сроковете на доставката им (като се вземат предвид данните от календарния график);
♦ заплати и разходи за труд за съоръжения;
♦ график на подготвителните и спомагателните работи;
♦ обем на трафика и нужда от превозни средства;
♦ списък на монтажните приспособления и инструменти; технологични карти за нови видове работа и комплексна работа;
♦ обяснителна бележка, включваща: кратки характеристикимонтирани системи; описание и обосновка на приетите методи на работа; изчисляване на необходимите заваръчни, подемни и такелажни съоръжения и инструменти; изчисляване на превозни средства; изчисляване на нуждата от работници по професия; изисквания за безопасност и охрана на труда при извършване на работа.
В PPR са предвидени и планове за прилагане на оборудване за монтаж, монтажни отвори и подемни механизми, схеми за разбиване на системи на увеличени единици, схеми и правила за окачване на тежки и обемисти товари, схеми за доставка на товари.
Проекти за производство на произведения за прости обекти(съкратено) може да съдържа само: график за производство на работа и движение на работници по професия; поръчки в CZM; обобщен лист (спецификация) за осигуряване на обекта с материали, заготовки и оборудване, който едновременно служи като лимитна карта; оценки на производствените разходи; кратка обяснителна бележка. Съкратеният ППР, съставен от предпроизводствените групи, се утвърждава от главния инженер на монтажния отдел.
Проект за монтаж на санитарни устройства позволява изготвянето на компоненти и части от системи без измервания в натура, при условие че строителната организация стриктно спазва установените толеранси за строителните конструкции на сградата. При монтажното проектиране се използват следните дължини на частите: конструкция, монтаж и доставка (фиг. 2.2).
Под дължина на сградата/ p разбират размера между осите на фитингите или между оста на фитинга и центъра на огъване, т.е. размерът, който определя размерите на частта, като се вземат предвид елементите на нейната връзка с други части.
Дължина на монтаж/ m е нетната дължина на детайла без фитинги или фитинги, завинтени върху него. По този начин дължината на монтажа е по-малка от конструктивната дължина със сума, равна на размера от оста на фитинга или фитинга до края на тръбата на детайла, т.е. с количеството на така нареченото плъзгане.
Ориз. 2.2.възел ( а) и блокирайте (б): 1, 2, 3 –подробности
Празна дължина/ zag е дължината на правия тръбен участък, необходим за производството на детайла. За прави, неизвити части, тази дължина ще бъде равна на монтажната дължина.
Инсталационните проекти по правило са за типични сгради. За нестандартни сгради те позволяват изработката и монтажа на системи по специално разработени чертежи или скици, изготвени въз основа на измервания от природата.
Проект за монтаж на отоплителната система трябва да съдържа:
♦ етажни планове, свързващи всички отоплителни уреди и тръбопроводи към строителните конструкции;
♦ обща аксонометрична диаграма на цялата система или на всички нейни части;
♦ монтажен чертеж на входния блок;
♦ монтажни чертежи на блокове на отоплителната система със спецификация на детайлите на тези блокове;
♦ необходими чертежи за монтаж на оборудване, нагреватели, закрепвания на главни тръбопроводи и спецификация на възли.
Проект за монтаж на системата за топла и студена вода и газоснабдяване извършено според обща формаподобни на инсталационните проекти на отоплителната система.
Проект за монтаж на канализационна система в чертежите на щрангове и тръбопроводи трябва да съдържа:
♦ размери и видове фитинги;
♦ празни дължини на прави участъци от чугунени канализационни тръбопроводи;
♦ монтажни възли с тяхната маркировка; данни за монтаж с размери, свързващи тръбопроводи, санитарни уреди и друго оборудване към нулевата марка и строителни конструкции;
♦ конструктивни дължини на щрангове, разклонения и тръбопроводи, включително арматура в общата дължина.
Инсталационните чертежи се използват за производството на елементи и части от системи в снабдителните предприятия без допълнителното им усъвършенстване.
В случаите, когато разработването на инсталационни чертежи на санитарни устройства за нестандартни обществени и промишлени сгради е непрактично, подготовката и монтажът се извършват съгласно скици, изготвени от групи за подготовка на производството (GPP) на инсталационни организации въз основа на пълномащабни измервания.
2.4. Измервания на санитарни системи
Измерванията на инсталационния обект (грип) се извършват само след правилната му подготовка. Преди да започнете измерванията, трябва да сте готови:
♦ стени, тавани, стълбища и прегради, по които се предвижда полагане на тръбопроводи, поставяне на отоплителни уреди или друго санитарно оборудване;
♦ отвори за тръбопроводи в основи, стени, прегради и тавани;
♦ белези за чисти подове, боядисани по стените на всяко помещение на местата, където са монтирани отоплителни уреди;
♦ кутии за прозорци;
♦ измазани "маяци" или маякови ленти в местата за монтаж на санитарно оборудване, уреди и на места, където преминават щрангове (при използване на мокра мазилка);
♦ ниши, канали и бразди;
♦ основи за санитарно оборудване.
Тръбопроводни проходи през строителните конструкции маркирайте с блажна боя (маркиране на дупки). Наблизо посочете местоположението на тръбопроводите и техните диаметри.
Места за монтаж на средства за закрепване на тръбопровода маркиране върху строителни конструкции с маслена боя по кръгов модел. Диаметърът на кръга трябва да бъде равен на диаметъра на върха на строителния пистолет. При маркиране на местата за монтаж на средствата за закрепване на тръбопровода се прави маркировка върху оста на тръбопровода или маркировка върху монтажа на скобата. Маркирането на отвори за тръбопроводи под нулевата марка се извършва преди устройството за покриване на мазето или техническото подземие. Местата за полагане на тръбопроводи в кутии или ръкави трябва да бъдат маркирани с буквата "F" (калъф) или "G" (втулка).
Маркиране на отвори за щрангове и тръбопроводи към нагреватели отоплителните системи през отоплителния сезон се извършват след измазване на местата за монтаж на отоплителни уреди и ленти в местата, където преминават щрангове, в неотоплителния сезон - след приключване на всички мазилки. На стената на горния етаж при преминаването на отоплителния щранг на височина 100 мм от пода се нанася правоъгълник с маслена боя, показващ размерите на страните на отвора в сантиметри (10x10) и стрелка за посока ( надолу по вертикалната ос на правоъгълника), определяща оста на щранга. В зависимост от отстранената дължина на връзките към отоплителното устройство, оста на щранга се намира на разстояние 150–200 mm от наклона на прозореца. В случай на преминаване на очни линии към нагревателни устройства през прегради, върху тях се нанасят кръгове с маркирани дупки с маслена боя според шаблона. Диаметърът на кръга трябва да бъде с един размер по-голям от диаметъра на очната линия.
За извършване на работа по маркиране, на маркера се издава техническа документация:
♦ за маркиране на дупки под нулата:
- план на сутерена, посочващ тръбопроводите, техните диаметри и местата за свързване на щрангове;
- аксонометрични диаграми на тръбопроводни системи;
– чертежи на средства за закрепване;
♦ за маркиране на дупки над нулата:
- етажни планове, посочващи местоположението на щранговете;
- аксонометрични диаграми на тръбопроводи.
Завършена работа по маркиране на дупки и белези на чисти подове се предават на представителя на строителната организация съгласно акта. Подписаният акт се прехвърля от записващия в GPP. Правилността на пробиване на отвори се проверява с кабел и отвес, спуснат от горния етаж до тавана на мазето. Отворите се пробиват правилно, ако кабелът на всички етажи съвпада с осите на дупките.
Маркиране на местата за монтаж на средства за закрепване на отоплителни уреди произведен, ако има:
♦ белези от чисти подове, поставени върху стените;
♦ щрангови оси, приложени към стените;
♦ измазани ниши или места за монтаж на отоплителни уреди;
♦ данни за броя на секциите в радиаторите или за вида на нагревателя.
Когато маркирате дупките за крепежните елементи, първо, от линията на оста на щранга, измерете дължината на облицовката, след което, като използвате шаблон, настроен на нивото на готовия под, нанесете, като вземете предвид дължината на облицовка, точките за пробиване (точката на стрелба) за скобите. Точката на пробиване е маркирана с тебеширен молив с две взаимно перпендикулярни линии. В същото време в нишата (мястото на инсталиране на устройства) посочете броя на секциите на радиатора или марката на нагревателя.
Маркиране на местата за монтаж на средства за закрепване на санитарни уреди трябва да се извършва след измазване на стенни повърхности и монтаж на вертикални и хоризонтални тръбни блокове за водоснабдяване и канализация. Маркирането се извършва с помощта на универсален шаблон. Отворите са маркирани с маслена боя.
Скиците за пълномащабни измервания се правят в четири екземпляра: един се съхранява в GPP, един се прехвърля на мястото на монтаж, две се прехвърлят в предприятието за снабдяване.
Работи, свързани с изграждане на отоплителни, вентилационни, газоснабдителни, топла вода, водоснабдителни и канализационни системи на сгради. Според естеството на конструираните устройства и методите на извършване на работа се разграничават два основни. групи от работи: външни, до Крим включват работи по полагане на тръбопроводи за външни мрежи - топло-, газо- и водоснабдяване и канализация на населението, точки и предприятия (промишленост, транспорт и селско стопанство) и по изграждане на главни конструкции на системи за вода снабдяване и канализация; вътрешни - работи по монтажа на ВиК., отопление и вентилация. и газово оборудване обн. и граждански сгради и конструкции.
Външните ВиК работи представляват до 15% от капиталовите инвестиции в новото строителство на бранша. предприятия и градове. В бъдеще техният обем ще се увеличава, включително чрез повишаване степента на благоустрояване на селските селища. Част от тези работи - изграждането на главни конструкции на водоснабдителните и канализационни системи (водовзематели, помпени станции, водни кули, подземни резервоари и др.) - се отнася до общостроителни работи. профил (камък, бетон, довършителни работи и др.), изпълняван по време на строителството на сгради и конструкции за всякакви цели. В същото време сглобяемите стоманобетонни конструкции се използват широко и ефективно. Полагането на външни мрежи се отнася до специални. работа. Неразделна част от тях е изкопаване и засипване на траншеи, напълно механизирани с помощта на специален комплекс. механизми (копачи, роторни багери, инсталации за редуциране на вода и др.) и пътни машини (скрепери, булдозери и др.). В следващия се полагат тръбопроводи в траншеи. последователности: подготовка на ръба на изкопа на връзки (ресници) от няколко. тръби, спускането им в изкопа с помощта на автокранове или лебедки, изправяне на изравненото дъно на изкопа или специални пас. подготвена основа (например на решетка, върху купчини при полагане в плаващ пясък), свързване на връзки с уплътняване на монтажни фуги и хидравлични. или пневматичен. изпитване на тръбопроводи за якост и плътност. Връзките на тръби в връзки и връзки помежду си са много разнообразни по дизайн (заварени съединения на стоманени тръби, муфи на чугунени и керамични тръби и др.), Те се определят от материала на тръбите, предназначението и условията на работа на подземни тръбопроводи.
При сравнително рядко надземно полагане на тръбопроводи (върху надлези или подпори) последователността и методите на работа са сходни. С едновременното полагане на няколко тръбопроводи за различни цели в тесни градски условия, се използва методът на комбинирано полагане на подземни комунални услуги (виж Подземна икономика). Ефективна конструкция на колектора е изработена от често оребрени стоманобетонни панели, произведени чрез вибровалцоване и фабрично сглобени в триизмерни секции, доставени на строителната площадка, обекта и монтирани в изкоп. Гарнитура външна инж. мрежи е част от работата по инж. подготовка на територията на сградата и при правилна организация тя трябва да се извърши преди началото на строителството на сградите.
Основата за индустриализация на работата по полагане на магистрални тръбопроводи е подготовката за монтаж на връзки (връзки) в производството, базата е стационарна за големи обеми работа в големи градове и индустриални центрове или мобилна (районни работилници) при полагане много дълго тръбопроводи (например за транспортен газ и др.). В производствената база, в допълнение към основната работа - свързващи (заваръчни) връзки и ресни, се нанасят антикорозионни и топлоизолационни покрития върху тръби, по-специално пенобетон, пенобетон и др. Полагането на външни мрежи се извършва от специализирани строители, организации.
В бранша се извършва вътрешна санитарно-техническа работа. и граждански строителство средно до 10% от общите разходи за строителство на сгради и конструкции. Обемът и специфичното тегло на тези работи ще се увеличат значително в бъдеще поради повишаване на нивото на инженерно оборудване на сградите (топла вода, климатизация), разширяване на отоплението и газификация на населени места, точки, подобряване на въздушната среда в предприятията и подобряване на въздушния басейн на градовете и индустрията. центрове. Организационна вътрешна. С.-т. Р. са изолирани от други видове строително-монтажни работи и се извършват от специализирани инсталационни организации, предимно по индустриални методи. В същото време те са част от общия процес на изграждане на сгради и конструкции и са тясно свързани с времето и последователността на изпълнение с общото строителство и други специални. върши работа. Следователно за вътрешния S.-tr. използва се комбиниран метод за производство на работи, с кром монтаж на ВиК.-техн., отопление и вентилация. и газови устройства се извършва в рамките на няколко. цикли на единичен процес (поток) на изграждане.
При индустриалния метод на извършване на монтажните работи на тяхното производство, основата е подготовката, предприятието (монтажния завод), където се произвеждат монтажните възли и части и системите се комплектуват с необходимото оборудване и материали. Такова предприятие обслужва строителните обекти на една или повече икономика, области, е в промишлеността. баланс и произвежда монтажни заготовки завършени за цялата система или устройство.
Във връзка с по-нататъшна специализация и поетапна организация. Разделянето на работата по монтажа на вентилационни и климатични системи създава независими, подготвени за вентилатор, предприятия, към-ри са индустрии, базата на специализирани инсталационни организации. Основата за масовото производство на заготовки е обединяването на монтажни единици, системи и устройства и тяхното разширяване до граници поради удобството на транспортиране и монтаж в съоръжението, което означава намаляване на трудоемкостта на монтажните и монтажните работи. В масовото жилищно строителство обединяването на монтажни възли и системи отчасти доведе до съчетаването на някои санитарно-технически. устройства (в едропанелно строителство) с изграждане, изграждане и доставка на тези устройства до съоръжението под формата на самостоятелни увеличени монтажни блокове (отоплителни панели, санитарни кабини).
При свързване на санитарно-техническите работи с общото строителство се спазват следните условия: хидравлични. тестовете се извършват не по-късно от приключването на мазилката, а в случай на скрито полагане на тръбопроводи в браздите - преди затварянето на последните; средства за закрепване, тръбопроводи и въздуховоди се монтират преди началото на боядисването; санитарни и газови уреди се монтират преди довършителни работи, боядисване на помещенията, а ВиК - след приключване на всички довършителни работи; настройка на отоплителни и вентилационни системи, тестване на газоснабдителни системи се извършва преди пускането на тези системи в експлоатация.
Повечето монтажни операции (монтажни съединения) се извършват в съоръжението с помощта на ръчни инструменти (тръбни и гаечни ключове, ръчно заваряване и др.), като почти всички са спомагателни. работата е механизирана. Последните включват: пробиване на отвори в конструкции, конструкции за монтаж на средства за закрепване и полагане на тръбопроводи и въздуховоди с помощта на електрически и пневматични инструменти, такелаж и преместване на оборудване и детайли до места за монтаж с помощта на повдигащи и транспортни механизми (монтирани на стена и конвенционални ръчно задвижвани лебедки, двубарабанни електрически лебедки, мобилни стрелови кранове с товароподемност от 250 до 1000 кг и др.). За монтаж на оборудване за въздуховоди и магистрални тръбопроводи вътре в бал. използват се сгради (при наличие на подготовка за подове), автокранове, автохидравлични асансьори и мотокари, оборудвани с монтажни платформи. За монтаж на болтови съединения на достъпни места, електрически. и пневматични. гаечни ключове. След приключване на монтажно-монтажните работи се извършват настройка, настройка и термични тестове на монтираните системи за конструктивни параметри. Проверка на ВиК ефективност на вентилацията. устройства се извършва от специални пускане в експлоатация орг-ции след стартирането на бала. предприятия (при пълно технологично натоварване на вентилирани помещения). Пускане и изпитване санитарно-техн. устройства през зимата се правят без предварителни, хидравлични. тестове, с отстраняване на течове в движение, с предварително пускане на отоплителната система, с временно превключване на захранващите вентилационни системи към рециркулация и др.
Литература: SNiP, част 3, сек. G, гл. 1. Санитарно оборудване на сгради и конструкции. Правила за производство и приемане на произведения, М., 1963; Говоров В.П., Икономика и организация на санитарните работи, М., 1961; Джибер И. С., Яковлев П. С., Водопроводни работи в промишленото и гражданското строителство, JI.-M., 1962; Бородин И.В., Технология на изграждане на водоснабдителни и канализационни съоръжения, 2-ро изд., М., 1963 г.
Предполага се, че водопроводните работи се извършват по индустриален метод, като се спазва принципът на ясно разделяне на операциите за подготовка и монтаж на тръбопровода.
Монтажните и монтажните работи в съоръженията се извършват съгласно календарния план (график) за извършване на работите, където всички видове работи са изброени подробно, последователността на монтаж е посочена във връзка с общите строителни работи.
Монтажните работи по съоръженията - монтаж на котелни, отоплителни системи, канализация, ВиК, топла вода, газопроводи - се извършват от екипи монтажници.
Инсталационните ВиК работи в съоръжението могат да се извършват последователно или паралелно.
Последователен метод, т.е. след завършване на основните строителни работи обикновено се използва в съоръжения с малко количество санитарни работи.
Паралелен метод, т.е. монтаж едновременно с издигането на стени - най-често срещаният. При този метод е необходимо най-малко един междуетажен таван в тухлени сгради и поне два тавана в сгради от големи блокове и панели да бъдат монтирани над монтажниците на санитарни системи. При този метод на работа сградата се разделя на две ръкохватки хоризонтално и на множество ръкохватки (в зависимост от височината на сградата) вертикално. При такава разбивка от дясната страна на сградата се монтират строителни конструкции, а от лявата страна на сградата в същото време се работи по монтажа на санитарни системи. След завършване на строителните работи работниците се придвижват от лявата страна на сградата, а водопроводчиците се преместват от дясната страна за извършване на монтажни работи; така се редуват до завършване на работата.
Паралелният метод на монтаж може значително да намали времето за изграждане и да намали разходите за монтаж в сравнение с последователния метод.
Методът на производство на работа по монтажа на санитарни устройства от специализирани екипи, връзки стана широко разпространен. Специализиран екип или звено извършва един вид работа, например монтаж на канализационни системи, монтаж на газопровод, монтаж на отоплителни системи. Инсталирането на санитарни устройства от специализирани звена значително повишава производителността на труда и подобрява качеството на работа.
За да се подобри качеството на извършената работа, е необходимо правилно да се организира работното място и производствения процес, да се използват рационални методи на труд, приспособления и инструменти, правилното разположение на материала, инструментите и приспособленията, което елиминира необходимостта (да се направи ненужни движения В края на всеки работен ден е препоръчително да се подготвите за работа на следващия ден: вземете облекло, проверете наличността на материали за предстоящата работа, инструменти, приспособления.
Бригадирът разпределя задълженията между членовете на бригадата в съответствие с квалификацията на всеки работник, довежда задачата до вниманието на всеки от тях и организира работното място.