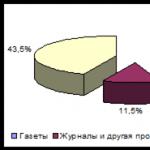
Författaren till bloggen "Simple Things" recenserade en nyligen köpt begagnad svarv från TV 16. Detta är en liten stationär maskin, alla huvudkomponenter finns på den, och till och med några fräsar finns kvar i satsen.
Olika maskiner och verktyg i denna kinesiska butik.
Det finns en automatisk matning framåt och bakåt i denna maskin, de växlar som matningen regleras med. Det enda är att det inte finns någon extra uppsättning växlar för att skära olika trådar. Med detta kit kan du bara justera matningshastigheten något.
Maskinen är monterad på en massiv metallbas. En elektrisk trefasmotor, remmar och remskivor är installerade inuti, med vilka du kan justera spindelns hastighet. Drivs av kinesiska HT1000B. De kan driva motorer upp till 1,5 kW. Det vill säga att chastotnik själv drivs av 220 volt enfasspänning, och vid utgången producerar den också en trefasspänning på 220 volt. Därför bytte befälhavaren motorn enligt triangelschemat så att den skulle fungera på 220 volt. 3-fas, 220 volt.
Den tidigare ägaren rapporterade att det var ett litet haveri. Regulatorn fungerade inte, men efter lödning fungerar det variabla motståndet. Denna chastotnik har fortfarande en funktion - möjligheten att installera ett extra variabelt motstånd, det är fjärrstyrt, vilket gör att du direkt kan styra hastigheten. Jag installerade också tre knappar "framåt", "bakåt" och "stopp", det vill säga vi slår på den, lägger till varv och patronen roterar i en riktning. Vi stannar, roterar sedan åt andra hållet och du kan lägga till hastighet.
Budget chastotnik för en svarv
Frekvensomvandlaren överraskade mig eftersom den visade sig vara väldigt budgetvänlig jämfört med andra på Internet. Jag laddade ner instruktionerna för det på Internet, på engelska. Men för dem som redan har anslutit chastotniki och programmerat kommer det inte att vara svårt att lista ut det. Det finns olika funktioner - bromsning och acceleration.

Jag installerade en lampa, som också tänds av en vippströmbrytare. Rörlig på 12 volt, den kan justeras och lysa upp arbetsområdet.
Kontroll av maskinens funktion
Låt oss försöka installera något arbetsstycke, skärpa det. Låt oss se hur maskinen fungerar. Maskinen vibrerade till en början lite och lämnade en våg på arbetsstycket från fräsen. Efter att ha suttit på forumet studerade jag den här frågan, drog åt spindelmuttern, de koniska lagren i huvudstocken drogs ihop. Tydligen var detta anledningen, vibrationen slutade och nu skärper maskinen sig helt normalt. Låt oss sätta den 20:e cirkeln, låt oss se hur maskinen fungerar. Slå på flödet, lägg till hastighet. Sådan bearbetning erhålls. Ägaren är i allmänhet nöjd med köpet, eftersom för dem som arbetar i verkstaden, behovet av
Information om tillverkaren av Universal-3 (TSh3) svarven
Tillverkaren av Universal-3 skrivbordssvarv är en fabrik som grundades 1932.
Från och med 1964 började fabriken tillverka erosionsmaskiner med elektrofysiska och kemiska bearbetningsmetoder. Nästan alla verktygsbutiker i olika företag använder elektroerosiva maskiner och i synnerhet modellerna MA96, LF96F3, SK96F3, 4732F3M, 4733F3 och moderna modeller SKE200F2, SKE200F3, SKE250F2, SKE250F3, SKE250F5.
Bänksvarvar i Universal-serien
Den första modellen av en stationär svarv kombi med två runda guider utvecklades av organisationen ENIMS(Experimentellt forskningsinstitut för metallskärmaskiner). Maskinen togs som grund Unimat SLÖsterrikiska företaget EMCO (över 600 tusen maskiner av denna modell har sålts under 40 år).
Universalsvarven masstillverkades på företaget Verktygsmaskinfabriken i Moskva StankoKonstruktsiya.
Sedan 1968 började StankoKonstruktsia-fabriken tillverka en skruvsvarv för skrivbordet. Universal-2- Betydligt förbättrad Universalmaskin.
Under andra hälften av 80-talet reviderades maskinens design avsevärt: med början från modellen Universal-3 istället för två runda styrningar dök en med större diameter upp i mitten av bädden och huvudstocken var inte längre bortkopplad från bädden. Maskinen började masstillverkas på en gång av flera fabriker:
- Anläggning StankoConstruction: Kombi, Kombi-2, Kombi-3 (TSh3), Kombi-3m, miniström(SKT100-01, SKT100-02, SKT100-03).
- Votkinsk Machine-Building Plant: Universal-V (TSh3-01)
- Vladimir Plant of Precision Equipment: Universal-2
- Michurinsky Plant Framsteg: TN-1, TN-1m
- Orion SKTB Nizhny Novgorod: TN-1m
- Penza instrumenttillverkningsanläggning(FSUE FSPC "PO "Start" uppkallad efter M.V. Protsenko"), Penza: TD-180, TN-150
Stationcar-3 (TSh3) stationär multifunktionell skruvsvarv. Syfte, omfattning
Machine Universal-3 ersatte den tidigare tillverkade Universal-2. Designen av den sistnämnda var helt omgjord: två runda styrsängar ersattes av en mer kraftfull, designen på huvudstocken ändrades helt, etc.
Denna maskin är en maskin av hobbyklass och är avsedd för individuell (hem) användning, dvs. vad gäller dess designegenskaper och tekniska egenskaper är maskinen inte avsedd att användas i produktionen.
Universal-3 metallsvarv är designad för att bearbeta arbetsstycken av metall, trä och alla typer av plast genom att vrida.
Universal-3-maskinen är en skrivbordssvarv och är avsedd för alla typer av svarvarbeten:
- svarvning och borrning av yttre och inre cylindriska, formade och koniska ytor
- borra hål, fasning
- hål tråkigt
- segmentet
- metrisk gängskärning
Spindeln på Universal-3-svarven är en ihålig ståldel, med ett inre hål på 15 mm för bearbetning av stångmaterial, monterad på 2 rullager i de främre och bakre stöden på huvudstocken.
Spindeln tar emot 9 varvtal från en 370 W elmotor genom en remskiva.
På den gängade änden av spindeln kan du även installera en hylsa med olika inre hål.
Till skillnad från Universal-2-maskinen kan spindeln inte röra sig längs sin axel.
Bromsoket med fräsen monterad på den rör sig längs de längsgående styrningarna med 215 mm och längs de tvärgående styrningarna med 90 mm.
En utmärkande egenskap hos maskinen är dess breda mångsidighet och möjligheten till omjustering med hjälp av enheter som låter dig utföra följande arbete:
- borra hål
- fräsning av plan, urtag, spår m.m.
- slipning och polering
- slipning av olika vrål- och hushållsredskap
- såga plåtmaterial, läkt, brädor med cirkelsåg
- kontursågning med sticksåg
- hyvling av planen på ribbor, stänger och brädor med hjälp av en hyvel
- lindning av fjädrar
- gängning med stansar och tappar med manuell vridning av spindeln till andra
Med hjälp av enkla enheter gjorda på maskinen av amatören själv kan annat arbete utföras.
Maskinens traditionella visuella layout i kombination med ett beprövat kinematiskt schema gör att du med säkerhet kan ge svarvning med en noggrannhetsklass "H" för en lång livslängd.
I jämförelse med de små maskiner som erbjuds på marknaden är den enkel att använda, pålitlig och hållbar.
På grund av maskinens breda möjligheter är användningen hemma av stort intresse, och när man behärskar arbetskunskaper kommer det att vara ett stort nöje att arbeta med den.
Maskinen kan också användas i stor utsträckning i skolcirklar, klubbar, pionjärpalats, pionjärläger, etc. för tillverkning av radiokomponenter, modeller av flygplan och fartyg, små originalhushållsartiklar och dekorationer, individuella leksaker, delar, spel etc.
Maskinen arbetar från ett enfas AC-nät med en spänning på 220 V och en frekvens på 50 Hz.
Den gjutna bädden, styva härdade styrningar och maskinens huvuddelar är gjorda av högkvalitativt modifierat gjutjärn med utförd åldring och säkerställer hög precision av arbetsstycket.
I Universal-3-maskinen är en anordning installerad som ger en förändring av bromsokets rörelseriktning utan att ändra spindelns rotationsriktning och stoppa den.
Noggrannhetsstandarder för svarvningsoperationer:
- Orundhet hos den bearbetade provprodukten med dimensioner Ø30 x 125 mm, högst - 20
- Avsmalning av den bearbetade provprodukten med dimensioner Ø30 x 125 mm, högst - 30
- Den bearbetade ytans grovhet Ra, mikron - 1,25 (för efterbehandlingslägen)
Den tekniska kapaciteten hos Universal-3-maskinen kan tillfredsställa både en professionell med de mest olika intressen och en amatör.
Verktygsmaskintillverkare Universal-3 - fabrik StankoConstruction Moskva stad.
- för borrarbete - borrar 2300-0181 (GOST 10902-77)
- under fräsarbete - pinnfräsar 2220-0037 (GOST 17025-71): Skärhastigheten är inte mer än 15 m/min.
- Ytslipanordning: Skålslipskivan 18 (se fig. 4) fästs vid dornen 15 med hjälp av en skruv 19 och en bricka 20. Kartongdistanser 21 placeras under hjulet och under brickan. Dornen med cirkeln installerad på den skruvas på den främre änden av maskinspindeln. Sedan sätts en skyddsring 17 på höljet 14, beläget ovanför spindeln, och den fästs på den med skruvar 16 med brickor genom spåren utformade för att justera skyddsringens position i förhållande till slipskivan.
Standard leveransomfattning
Standardleveransuppsättningen för Universal-3-skrivbordsmaskinen inkluderar:
Tillbehör:
- Trekäftschuck 7100-0001 med fläns och ringmontering
- Backbacksats och nyckel för trekäftchuck 7100-0001
- Borrchuck med nyckel 6-B10 eller 10-B16 GOST 8522
- Skaft för borrchuck
- Verktygshållaren är flyttbar
- Fast verktygshållare
- Center roterande
- Mitttryck 2 st.
- Förar chuck
- Dorn med skruvar och klämenhet (för tråkigt arbete)
- Spännhylsa F6
- Spännhylsa F8
- Ytslipanordning
- Skruvskruv
- Skärpningsanordning
- Cirkelsågsanordning
- Koppel för träbearbetning
- handbojor
- Jigsaw enhet
- Skärm
- Chuckhus
- Oljor av polyeten
Verktyg:
- öppen skiftnyckel
- Uttagsnycklar GOST11737
- 7812-0373 40HFA H12x1 S=4
- 7812-0374 40HFA H12x1 S=5
- 7812-0375 40HFA H12x1 S=6
- Mejsel
- Fyrkantig nyckel S8
- Hylsnyckel S10x13
- Nyckelhandtag S10x13
- Fyrkantig nyckel S7
- Rak fräs höger (höghastighetsstål)
- Skär genom höger med en platta av hård legering
- Skärare (höghastighetsstål)
- Borrfräs (höghastighetsstål)
- Skärfräs (höghastighetsstål) 2 st.
- Utvändig gängad fräs (höghastighetsstål)
- Invändig gängad fräs (höghastighetsstål)
- Cirkelsåg 3420-0356 GOST 980-80
- Sticksågsfil L=125 mm. TU 205.07.359-81 5 st.
- Spiralborr Ø6.0 GOST 10902
- Pinnfräs med cylindriskt skaft Ø6,0 GOST 17025
Mått på arbetsutrymmet på Universal-3-svarven. Bromsok skiss

Mått på arbetsutrymmet på Universal-3-maskinen. Bromsok skiss

Spindelritning av en skruvsvarv Universal-3


Foto av spindeländen på Universal-3-svarven





Lista över komponenter till Universal-3-maskinen i svarvversion
- drivenhet
- säng
- huvudstock
- bromsok
- stjärtstock
- elbox

Listan över kontroller för skruvsvarven Universal-3
- handtag för matningsrörelse (aktiverar den mekaniska längsgående matningen av bromsoket till vänster, höger och stänger av den)
- kontrollhandtag för huvudrörelse (aktivera spindelns framåtrotation, stoppa och vrida på bakåtrotationen)
- bromsok tvärgående handratt
- verktygsstolpe resehandratt
- fjäderfästehandtag
- pendel resehandratt
- handratt för längsgående rörelse av bromsoket
- maskinens avstängningsknapp (röd)
- strömknapp för maskinens elektriska utrustning (svart)
Enheten och driften av svarven Universal-3
En ihålig cylindrisk styrning är fixerad på maskinbädden. Det är en gemensam bas för maskinens huvudkomponenter: headstock, caliper, tailstock. En annan vanlig bas för dessa sammansättningar är den platta sängskenan.
I den främre delen av sängen under höljet finns en ledskruv för bromsokets längsgående rörelse.
En konsol är installerad på den vänstra väggen av huvudstocken. Den har en maskindrivmotor kopplad till den.
Under kåpan som täcker konsolen finns spindelrotationsdrivskivor och en matningsdrivmekanism.
Ytterligare tillbehör till den multifunktionella svarven Universal-3. Ställa in maskinen för olika typer av bearbetning
Maskinen levereras i svarvversion. Ytterligare tillbehör som ingår i leveranssatsen (se tabell 7) används för att utföra andra maskinversioner med hjälp av enkla växlingar: fräsning och borrning, slipning, fogning etc.
Tillbehören beskrivs nedan och hur man anpassar sig för olika typer av bearbetning.
Verktygshållare
I leveransen ingår två verktygshållare: rörlig och fast.
Med hjälp av en rörlig verktygsstolpe monterad på en vagn kan koniska ytor bearbetas. Den fasta verktygsstolpen är fastsatt på skjutmåttet på bromsoket med en skruv och en knäcke, som ingår i en av T-slitsarna på sliden. Det finns två skruvar i vagnen, som, med hjälp av samma kex, fäster vagnen vid skjutmåttet.
I allmänhet kan vagnen installeras i vilket som helst av spåren på skjutmåttet i enlighet med inställningskraven.
För bearbetning av avsmalnande ytor bör vagnen installeras på skjutreglaget så att det initiala nollslaget på vagnskalan sammanfaller med risken på skjutreglagets vänstra ände. En sådan installation utförs med hjälp av en skruv i vagnens baser, som skruvas in i ett gängat hål speciellt avsett för detta ändamål, beläget på glidarens övre plan mellan två T-formade spår. Priset för delning av vagnskalan är 1°.
UPPMÄRKSAMHET! Efter att ha vridit vagnen till önskad vinkel är det nödvändigt, för att undvika en olycka, att säkert fixera den med fästskruven, som beskrivs ovan.
Spännhylsa
Klämman består av en hylsa, en mutter och en ring, hylsan sätts in i spindelns koniska hål och muttern skruvas på spindeln längs gängan. Med hjälp av denna mutter kläms ett arbetsstycke eller ett skärverktyg in i dess inre cylindriska hål i en spännhylsa som rör sig längs dess axel.

Fräs- och borranordning
Anordningen (fig. 4) är ett stativ 3, längs vars styrningar bordet 4 rör sig. Rörelsen utförs genom vridning av handratten I, stelt ansluten till ledskruven 2. Arbetsstycket är fäst vid bordet med klämmor 11 med hjälp av dubbar 10, muttrar 9, skruvar 8 och kex 7 som ingår i bordets T-spår. För att justera maskinen för fräs- eller borrarbete är det nödvändigt att fästa stativet på maskinstödet med hjälp av remsor 6 och skruvar 5, som visas i fig. 4.
Pinnfräsen eller borren fixeras i en spännhylsa eller i en speciell borrchuck 12 som ingår i leveransen.
Chucken 12 är ansluten till spindeln med hjälp av ett speciellt skaft 13, som också ingår i leveransen.
Förutom klämmor kan ett skruvstycke användas för att fixera arbetsstycket, som är fästa på bordet på fräs- och borranordningen med skruvar med hjälp av kex. Den fasta käften på skruvstädet har två prismatiska spår som gör att du enkelt kan fixera cylindriska delar.

Kinematiskt diagram av svarven Universal-3
Beskrivning av kinematiskt diagram för skruvsvarven Universal-3
Huvuddrivkedja
I denna krets utförs spindelns rotation från elmotorn 3 genom en kilremstransmission (se fig. 3). 9 arbetshastigheter för rotation av en spindel tillhandahålls.
Två steg (200 och 300 rpm) kan erhållas om remskivan 13, som sitter stadigt på motoraxeln, är ansluten med en rem till den mellanliggande remskivan 1, och som i sin tur, längs "a"-strömmen, remskivan 2, fritt roterande i förhållande till motoraxeln. Från remskivan 2, längs en av två fria strömmar - "in" eller "c" - överförs rotationen direkt till remskivan 9, som är stelt ansluten till spindeln.
Ett steg (650 rpm) erhålls genom att överföra rotationen från remskivan 13 direkt till remskivan 9, förbi mellanremskivorna 1 och 2.
Ytterligare två steg (525 och 1000 rpm) kan erhållas genom att sätta en utbytbar remskiva 12 på remskivan 13 så att änden med kammarna är vänd utåt. Från remskivan 12, som i det första fallet, överförs rotationen till den mellanliggande remskivan 1, och från den längs strömmen "b" - till remskivan 2, som överför remskivans 9 rotation längs strömmarna "a" eller "c".
De återstående fyra stegen (1200, 1700, 2800 och 3200 rpm) erhålls om motoraxeln är ansluten till remskivan 2 genom remskivan 12 med hjälp av kammar placerade på en av ändarna av den senare. Nu, längs någon av de fyra strömmarna, kan rotation överföras till remskiva 9.
Obs: 1200 rpm-steget kan också erhållas utan att ansluta motoraxeln till remskiva 2.
Mata drivkedjan
Förflyttningen av bromsoket till höger och vänster utförs av ledarskruven 14.
Rotation till ledskruven överförs direkt från spindeln av ett kugghjul II som är stelt fixerat på den.
Genom kugghjulet 10 överförs rotationen till kugghjulen 8 och A, sedan till mellanrullen 5. Det finns två alternativ för att överföra rotation till denna rulle: det första alternativet (indikerat med siffran I i diagrammet) - genom blocket av kugghjul B-C och hjulet G och det andra (indikerat med siffran II i diagrammet) - genom kugghjulen B och C.
Det första alternativet används för matning under normal svarvning, det andra - för gängning. Ett kugghjul 6 är styvt anslutet till rullen 5. Från detta hjul till hjulet 7, fixerat vid den vänstra änden av ledskruven, kan rotation överföras antingen genom ett par kugghjul 15 och 16 - och då kommer bromsoket flytta till vänster, eller genom kugghjulet 17, vilket kommer att förflytta bromsoket åt höger. Alla tre hjulen (15, 16 och 17) är monterade på den roterande anordningen 4 (se D-D) och är i konstant ingrepp med kugghjulet 6 (centralt). Således är det möjligt att utföra rörelsen av bromsoket både till höger och till vänster med samma rotationsriktning för spindeln.
Det är också möjligt att stänga av bromsokmatningen utan att stoppa spindelrotationen. Detta säkerställs genom att koppla ur kugghjulen II och 10 med samma vridanordning 4 och fjäder 18.
UPPMÄRKSAMHET! För att undvika brott på kugghjulen på matningsdrivkedjan, bör införandet och bytet av rörelseriktningen för bromsoket utföras med spindeln inte roterande.
Förflyttningen av ändstockspennan och den tvärgående rörelsen av bromsoket utförs med handhjul genom motsvarande skruvpar, som visas i det kinematiska diagrammet.




Elektrisk utrustning för svarven Universal-3. Allmän information
Enligt metoden för skydd mot elektriska stötar tillhör maskinens elektriska utrustning klass I, d.v.s. har en fungerande isolering, ett element för jordning och en ledning med jordledare för anslutning till en strömkälla och jordning.
Kopplingsschemat för maskinen visas i Fig. 14, listan över elektriska utrustningselement finns i Tabell 4. Elektrisk utrustning är placerad i en separat låda (se Fig.1, pos.6). Lådan stängs med lock. Locket fästs med två skruvar, en skruv är placerad i mitten av locket under gummimattan, den andra fäster locket till ramen, vilket ger jordning av locket.
Beskrivning av driften av den elektriska kretsen i Universal-3-svarven
Den elektriska utrustningen drivs från ett enfas växelströmsnät med en spänning på 220 V, en frekvens på 50 Hz.
Start och stopp av elmotorn utförs med hjälp av KV-reläet (se fig. 14), som styrs av knapparna SB2 (start) och SB1 (stopp). Vid start slås KV-reläet på och blir självförsörjande, kopplar elmotorn till nätverket med dess kontakter och ger nollskydd, d.v.s. avstängning av elmotorn i frånvaro av spänning i nätverket. Överbelastningsskyddet för elmotorn utförs av startreläet A, som bryter startkretsen, vilket stänger av KV-reläet. Omstart är möjlig först efter 15-50 s, d.v.s. efter återgången av de termiska skyddselementen i startreläet A till sitt ursprungliga läge.
När motorn startas uppstår en ökning av dess startmoment på grund av anslutningen av kontakterna på startreläet A på startkondensatorn C1 parallellt med arbetskondensatorn C2. Efter att motorn accelererat och startströmmen minskat, stängs kondensatorn C1 av.
Elmotorn vänds om med hjälp av SA-brytaren, som när handtaget är i mitten (vertikalt) läge ser till att elmotorn stängs av, d.v.s. stoppa den även om KV-reläet är på. Handtaget ska lämnas i neutralt läge
Skruvskärande bordsmaskin Universal-3. Video
Universal-3-maskinen visas där kondensatorblocket och startreläet ersätts av en frekvensomformare.
Av fördelarna, smidig hastighetskontroll (från hundratals till cirka 4000).
Av minusen lågt vridmoment vid låga varvtal.
Tekniska egenskaper hos Universal-3-maskinen
| Parameternamn | kombi | Universal-2 | Universal-3 | Universal-3m |
|---|---|---|---|---|
| Maskinens huvudparametrar | ||||
| Arbetsstyckets största diameter över bädden, mm | 100 | 125 | 150 | 150 |
| Arbetsstyckets största diameter över stödet, mm | 50 | 60 | 90 | 90 |
| Arbetsstyckets största längd i mitten (RMC), mm | 150 | 180 | 250 | 250 |
| Rekommenderat svarvdjup i ett pass, mm | ||||
| Maximalt svängdjup i ett pass, mm | ||||
| Skärhållarens maximala storlek, mm | 8 x 8 | 8 x 8 | 8 x 8 | 8 x 8 |
| Största borrdiameter i stål, mm | 6 | 6 | 6 | 6 |
| Framme mormor. Slända | ||||
| Spindel genomgående hål diameter, mm | 10 | 10 | 15 | 15 |
| Fästa chucken på spindeln | M20 | M20 | М27х2 | М27х2 |
| Spindel avsmalnande storlek | Morse nummer 1 | Morse nummer 2 | Morse nummer 2 | Morse nummer 2 |
| Antal frekvenssteg för framåtrotation av spindeln | 10 | 11 | 9 | 9 |
| Frekvens för direkt rotation av en spindel, rpm | 160..2890 | 140..3000 | 200..3200 | 200..3200 |
| Svarvchuck diameter, mm | 80 | 80 | 80 | 80 |
| Headstock ärmslag, mm | 25 | 30 | - | - |
| Bromsok (tvärgående skjutreglage). Inlämningar | ||||
| Bromsokvagnens största längsgående rörelse, mm | 160 | 160 | 215 | 215 |
| Rörelse av ett stöd längsgående på en del av en lem, mm | 0,05 | 0,05 | ||
| Bromsokets största tvärrörelse, mm | 55 | 60 | 90 | 90 |
| Rörelse av ett stödkors på en del av en lem, mm | 0,05 | 0,05 | ||
| Den största rörelsen på framtandens släde (övre stöd, kompositreglage), mm | - | - | ||
| Priset för delning av rotationsskalan för den skärande släden, deg | - | - | 1 | 1 |
| Gränser för bromsokets längsgående arbetsmatningar, mm/varv | - | 0,05..0,175 | 0,05..0,175 | 0,05..0,175 |
| Gränser för stigningar för kapade metriska gängor, mm | - | 0,2..2 | 0,2..2,5 | 0,2..2,5 |
| stjärtstock | ||||
| Fjäderns största rörelse, mm | 20 | 20 | 30 | 30 |
| tailstock kon | Morse 1 | Morse 1 | Morse 1 | Morse 2 |
| elektrisk utrustning | ||||
| Märkmatningsspänning, V | 220V 50Hz |
Användningen av frekvensomvandlare för att styra hastigheten på svarvspindeln, reglera rotationshastigheten för slipmaskinens huvuddrivning, reglera hastigheten med draglinjens draglinje, styra linjen för längsgående och tvärgående skärning av plåt. .
Arbete: Frekvensomvandlaren 1 reglerar rotationshastigheten för asynkronmotorn 2 hos spindelns 3 huvuddrivning. Systemet arbetar i en sluten krets med återkoppling på rotationshastigheten. Rotationshastigheten mäts av en pulssensor 6. Frekvensomformarens driftläge ställs in från manöverpanelen 5. Kuttern 4 rör sig mjukt från höger till vänster längs den roterande delen.
Före introduktionen av frekvensomriktare var motorns varvtal fast och spindelns varvtal kunde endast ändras diskret med hjälp av en växellåda.
Att utrusta bearbetningsmaskiner med en frekvensstyrd elektrisk drivning gör det möjligt att uppfylla de mest stränga och motsägelsefulla krav som ställs av tekniken för bearbetning av olika material. Användningen av en frekvensstyrd drivning gör det lättare att styra maskinen tack vare möjligheten att smidigt ändra spindelns varvtal utan att stoppa den, och att utöka hastighetsområdet. Användningen av en växellåda och en variabel frekvensdrift gör att du kan ställa in spindelhastigheten optimalt och få maximalt vridmoment vid låga varvtal.

Öka spindelhastighetskontrollområdet till 1:100 eller mer och utöka maskinens möjligheter att bearbeta delar från olika material på grund av detta.
förbättra kvaliteten på detaljbearbetningen och minska antalet brott på skärverktyget på grund av det exakta underhållet av spindelhastigheten,
minska antalet haverier av utrustning genom att minska stötbelastningar på den elektriska drivningen och den mekaniska transmissionen under uppstart och stopp.
Uppgift som ska lösas: direkt reglering av slipskivans rotationshastighet för att säkerställa den erforderliga kvaliteten på slipning av olika material.
Alternativ: hjulhastighet rpm, avvikelse mellan hjulhastigheten leder till en kränkning av slipkvaliteten. Till exempel leder slipning av mjuka material i hög hastighet till att ytan "bränns", och plasten smälter.
Genom att justera cirkelns rotationshastighet med en frekvensomvandlare kan du:
utöka maskinens kapacitet för bearbetning av olika råvaror,
välj den optimala rotationshastigheten för cirkeln för att förbättra kvaliteten på bearbetningen av varje material.
Maskindiagram. Arbetsstycket 1 är fixerat horisontellt på arbetsbordet 2. Arbetsbordet förflyttas i förhållande till det roterande hjulet med hjälp av handtagen 3 och 4. Slipskivan 8 roteras av en höghastighetselektrisk motor 5 med den hastighet som krävs för ett givet material . Styrning av rotationshastigheten uppnås med en frekvensomvandlare 6. Den specificerade hastigheten ställs in från kontrollpanelen 7.


För produktion av stångmetall, tråd, rör och andra metallprodukter av en konstant sektion används ritning i stor utsträckning. Detta är en kontinuerlig process av metalldeformation genom att dra arbetsstycken genom ett eller flera kalibrerade hål (ritformar) på ritbänkar.

Arbete: Den ursprungliga trådspolen är placerad på avrullaren 1. Genom de roterande rullarna 2, kallad skalbrytare, matas tråden in i smörjanordningen 3. Därefter dras tråden genom dragstången 4 med en avsmalnande sektion (visas nedan). i pilen).
Tre eller fyra varv tråd läggs på drivtrumman på ritmaskinen 7. Trumman drivs av en asynkronmotor 6, som styrs av en frekvensomformare 8. Trådspänningskraften (vridmomentet på trumaxeln) mäts av en spänningsgivare 5. Återkopplingssignalen från spänningsgivaren matas till ingången av frekvensomformaren. Således byggs en sluten krets för styrning av momentet på dragtrummans axel.
Det specificerade momentet på axeln ställs in på frontpanelen av styrskåpet 9. I detta fall, i det stabila tillståndet av dragverket, hålls den linjära hastigheten för tråden vid utgången från formen konstant. Från utgången från dragmaskinen, genom staplaren 14, kommer tråden att matas till upprullningsspolen 12 på lindningsmaskinen. Staplaren gör fram- och återgående rörelser och säkerställer en enhetlig läggning av tråden.
Rotationshastigheten för lindningsspolens drivmotor 13 styrs av frekvensomvandlaren 10 så att hastigheten minskar när lindningsdiametern ökar. Lindningsdiametern bestäms av återkopplingssensorn 11. Återkopplingssensorn är ett variabelt motstånd, vars resistans ändras i proportion till tryckrullens rotationsvinkel.
Huvudsyftet med frekvensomformarapplikationen: utöka kapaciteten hos ritverket för bearbetning av metall med olika styrkor (hård och låg plasticitet, svår att deformera, låg hållfasthet) och ett brett utbud av tvärsnitt. Detta uppnås genom smidig kontroll av ritningshastigheten i intervallet 1:1000 eller mer.
Användningen av en frekvensstyrd frekvensomriktare ger dessutom:
automatisering av dragverksdrift under variabel belastning på grund av samordnad reglering av drivmotorer,
uteslutande av trådbrott på grund av smidig start och bromsning av dragmaskinens trumma,
förbättra kvaliteten på färdiga produkter genom att noggrant bibehålla ritningshastigheten.
Användningen av automatiserade skärlinjer blir nästan alltid nödvändig när man arbetar med plåt: tillverkning av metallstrukturer, metallprofiler, kroppsdelar etc. Frekvensomvandlare är en del av styrsystemen för sådana linjer.

Flera omvandlare kan installeras i en typisk skärlinje: en av dem 1 styr den elektriska drivningen 11 på avrullaren 10, den andra 2 - den elektriska drivningen 6 för plåtbräckningen, den tredje 3 - den elektriska drivningen 4 på upprullaren 5 Allmän styrning utförs från panelen på styrskåpet 9. För metallkapning används skivsaxar 8 och tvärsaxar 7.
I slitslinjer ger en elektrisk drivning med frekvensomvandlare banddragkraft, mjuk start/broms. Bandets hastighet bibehålls automatiskt genom att ändra slingan i kryphålet 12 med användning av hastighetssensorer.
I linjerna för tvärgående skärning (det finns ingen lindningsanordning och omvandlare 3, ett mottagningsbord 13 är installerat i stället för slinggropen), en elektrisk drivning med en frekvensomvandlare och en pulssensor ger banddragkraft, smidig start , bromsning och exakt stopp av remsan vid skärningsögonblicket.
Huvudsyftet med att använda frekvensomformaren är att exakt stoppa remsan vid skärningsögonblicket i de längdklippta linjerna och att bibehålla den inställda hastigheten för remsan i skärningslinjerna.
Användningen av en frekvensstyrd frekvensomriktare ger också:
säkerställer hög produktivitet hos metallskärningslinjer.
minska arbetskostnaderna och minska metallavfallet.
Skärprocessen styrs centralt från styrskåpet. Operatören på kontrollpanelen ställer in antalet och längden på remsor och ark som ska produceras.
Vi visar dig ett köp som hjälper dig att lösa ett viktigt problem. Ett år tidigare köptes en svarv tillverkad i Kina. Han hade något problem. Det gick inte att justera spindelhastigheten. Därför gjordes justeringar av maskinens design.
Köpt för detta frekvensomvandlare. Med den kan du ändra frekvensen för strömmen som skickas till maskinens framdrivningssystem. Enheten drivs från ett enfasnätverk med en spänning på 220 volt och matar tre faser på 220 volt till motorn. 220 volt omvandlare har ett stort antal kontrollnycklar. Hur fungerar en frekvensomformare? Den kan använda fjärrkontrollen och omkopplarna för att backa, starta och stänga av installationen, justera motorenhetens hastighet.
Justering av frekvensomformaren
- Efter att ha utfört den första inställningen har vi möjligheten att helt enkelt starta framdrivningssystemet för en svarv i en stationär version. Lanseringen utförs med en frekvens på 10 hertz. Med hjälp av en variabel transistor är det möjligt att ändra hastigheten på framdrivningssystemet genom att öka strömfrekvensen till 400 hertz.
- För att ändra rotationsriktningen för svarvmotorenheten med hjälp av omvandlaren måste du slå på enheten. Vi slår på vippströmbrytaren som ändrar rotationen av framdrivningssystemets vridmoment. Samtidigt började motorn rotera i motsatt riktning.
- Låt oss nu börja överväga möjligheten att vrida motorn på en svarv i en stationär version på grund av vippbrytare, utan att använda en reostat. För detta ändamål slås endast de nödvändiga hastigheterna på och av. När chastotnik växlas till "på"-läget genererar enheten 10 hertz. Vippomkopplarna är konfigurerade på ett sådant sätt att när de startas ökar den aktuella frekvensen med 5 hertz. Som ett resultat kan vi justera hastigheten på maskinspindeln tack vare frekvensomformaren utan mekanisk transmission.
Arbetsvillkor för omvandlare för svarv
- Omvandlaren kan arbeta i breda temperaturområden från +35 till -20 grader. Men man bör komma ihåg att valet av omvandlaren inte utförs med kraft, utan i enlighet med strömmen i framdrivningssystemet.
- Om spindeln går med låga hastigheter bör ytterligare kylelement monteras på motorn, eftersom standardfläkten inte klarar belastningen. För att bibehålla det erforderliga vridmomentet vid låga hastigheter används acceleration av vektortyp.
- En kodare är installerad på elmotorn, justering görs i en sluten krets och vridmomentet bibehålls stabilt. Från tid till annan, på företaget, installeras asynkrona enheter med en kodare på svarvar.
Elektroniska komponenter i frekvensomformaren
Kinesiska tillverkare har redan tekniken för produktion av framdrivningsenheter och mjukvara. För fabriksversionen är detta acceptabelt, men för inhemska förhållanden är det för dyrt.
Nya modeller av motorenheter av asynkron typ har komplicerad kontroll. Vid start av asynkronmotorer med hög effekt uppstår höga strömöverbelastningar. Betydande vridmoment kan leda till förstörelse av lager och stöd för framdrivningssystemet. Om motorn plötsligt stängs av kan överspänning och olyckor i den elektriska installationen inträffa. Därför används frekvensomriktare vid styrning av elmotorer.
Vi kommer att visa dig vårt förvärv för att lösa en viktig fråga. För ett år sedan köpte vi en kinesisk svarv. Den hade följande problem. Det är inte möjligt att smidigt ändra spindelhastigheten. Vi bestämde oss för att göra ändringar i svarvens design.
Frekvensomvandlare istället för växellåda
För detta ändamål köptes en frekvensomformare. Det låter dig ändra frekvensen för strömmen som tillförs svarvens elektriska motor. Enheten fungerar från ett enfasnät med en spänning på 220 volt och ger ut till en elmotor. Denna enhet har många kontrollknappar. Hur fungerar en frekvensomformare? Enheten gör det möjligt att använda kontrollpanelen med fyra brytare i rad för att backa, slå på och stänga av maskinen, ändra motorns rotationshastighet.
Varför så många switchar? Förenklat kan göras enligt följande. Enheten låter dig göra flerstegshastigheter. Denna enhet har fem utgångar, för olika typer av motorer på och av, för olika varvtal.
Justering av frekvensomformaren
- I den första inställningen kan vi göra en enkel påslagning av skrivbordssvarvmotorn. Starten sker med en frekvens på 10 hertz. Med hjälp av ett variabelt motstånd kan du ändra motorns rotationshastighet genom att öka strömfrekvensen upp till 400 hertz.
- Om vi behöver ändra rotationsriktningen för svarvmotorn med en frekvensomvandlare, stäng först av enheten. Slå på vippströmbrytaren för att ändra rotationen av motorns vridmoment. Som ett resultat började motorn rotera i motsatt riktning. Frekvensomformaren kan också ändra motorns rotationsriktning.
- Överväg nu möjligheten att ändra rotationen av motorn på en skrivbordssvarv med hjälp av vippbrytare, utan att använda en reostat. För att göra detta använder vi endast inkludering och avaktivering av motsvarande hastigheter. För att göra detta översätter vi frekvensomformaren till "på" -läget, enheten producerar 10 hertz. Vippbrytarna är konfigurerade så att när de slås på ökar strömfrekvensen med 5 hertz. Som ett resultat kan vi styra svarvspindelns rotationshastighet med en frekvensomformare utan mekanisk växellåda.
Driftförhållanden för chastotnik för en svarv
- Frekvensomformaren arbetar i ett brett temperaturområde från +35 till -20 grader. Man måste dock komma ihåg att det är nödvändigt att välja en frekvensomformare baserad inte på effekt, utan på motorströmmen. Du kan inte räkna med någon frekvens av motordrift. Inte alla motorer kan arbeta med en frekvens på 100 hertz, även om frekvensomformaren producerar dem utan problem. Till exempel kan en 0,55 kW motor vid 2800 rpm stanna vid 75 hertz och gå bra vid 65 hertz. I teorin kan motorn fungera normalt med små avvikelser från 50 hertz.
- Vid låga spindelhastigheter måste ytterligare kylning installeras på motorn, eftersom den inbyggda fläkten inte klarar det. För att bibehålla tillräckligt vridmoment vid låga hastigheter appliceras vektoracceleration. Vektoracceleration måste stödjas av frekvensomformaren.
- Du måste sätta en kodare på motorn, göra justeringen i sluten slinga, alltid bibehålla vridmomentet. Ibland, på fabriken, installeras synkronmotorer med en kodare på svarvar. Kinesiska frekvenstillverkare.
För spindeln är frekvensstyrningen av statorflödeskopplingen tillräcklig. Detta kallas sensorlös vektorflödeskontroll. Du behöver alltid veta hur du ställer in frekvensomformaren, gör ett minimum av parametrering och startar automatisk anpassning. Du kan använda företagets mjukvara för att ställa in kontrollerna, såväl som dina egna program för inställning av kontroller.
Elektronisk fyllning av frekvensomformaren
Kinesiska tillverkare vet redan hur man gör motorer och mjukvara. För fabriksversionen är detta normalt, men i vardagen är det dyrt.
Moderna asynkronmotorer har en relativt komplex styrning. Att starta en kraftfull asynkronmotor är förknippad med stora strömöverbelastningar. Högt vridmoment kan skada lager och motorfästen. En abrupt avstängning av motorn leder till överspänning och till olyckor i den elektriska installationen. Därför är idag frekvensomriktare bra styrsystem för elmotorer.
Utgångsstegen för sådana enheter måste vara kraftfulla. Detta problem löses med isolerade grindtransistorer. Omvandlaren består av en klockgenerator, vars frekvens kan styras. Den är sammansatt på enkla logiska element. För att erhålla ett trefassystem delades tio pulser upp i en sekvens av sex pulser.